















Сайт собирает файлы Cookie для корректной работы и аналитики. Используя его, вы соглашайтесь с Политикой обработки персональных данных. Если вам это не подходит — отключите Cookie в настройках браузера.
ПринятьВиды металлообработки на ЧПУ | Токарные, фрезерные, сверлильные, долбёжные, галтовочные работы

Металлообработка на станках с числовым программным управлением (ЧПУ) — технологический процесс снятия материала с заготовки по заранее подготовленной управляющей программе. Метод обеспечивает повторяемость размеров в пределах 7 квалитета (IT7), шероховатость поверхности Ra 1,6–2,5 мкм без применения шлифовки. Завод «БОРИС-88» (Подольск, Московская область) выполняет серийную механическую обработку конструкционных и нержавеющих сталей, алюминиевых сплавов, латуни, бронзы и инженерных пластиков. Минимальная партия — от 20 штук одного наименования, бюджет заказа — от 50 000 рублей. Доставка готовых деталей осуществляется по всей РФ.
Серийное производство
Заказать Серийная металлообработка на ЧПУ: токарные, фрезерные, сверлильные, долбёжные и галтовочные работы.
Минимальная партия — от 20 штук, бюджет заказа — от 50 000 рублей.
Срок изготовления — до 30 календарных дней, досрочная отгрузка в 30% заказов.
Точность IT7, шероховатость Ra 1.6…2.5 мкм без шлифовки.
Токарные, фрезерные, сверлильные, долбёжные и галтовочные работы — полный цикл механической обработки металла на станках с ЧПУ. Мы изготавливаем детали по чертежам от 20 штук одного наименования. Бюджет заказа — от 50 000 рублей, срок — до 30 дней. Заготовки — только сортовой прокат (круг, шестигранник, труба). Обработка листового металла не выполняется.
Путь детали: от идеи до металла
CAD-модель
Проектирование
CAM-программа
Расчёт траекторий
Станок с ЧПУ
Автомат. обработка
Готовая деталь
Точность до 0,005 мм
Участники процесса: Инженер → Технолог → Оператор → Контролёр ОТК
Наши технологические возможности
Токарная обработка на станках с ЧПУ
диаметр
длина
Фрезерная обработка на станках с ЧПУ
длина
ширина
высота
Парк оборудования (более 30 единиц)
Токарных станков с ЧПУ
Фрезерных станков с ЧПУ
Токарные универсальные
Фрезерные универсальные
Сверлильные станки
Ленточнопильные автоматы
Долбёжный станок
Галтовочный барабан
Что такое металлообработка и какие виды существуют?
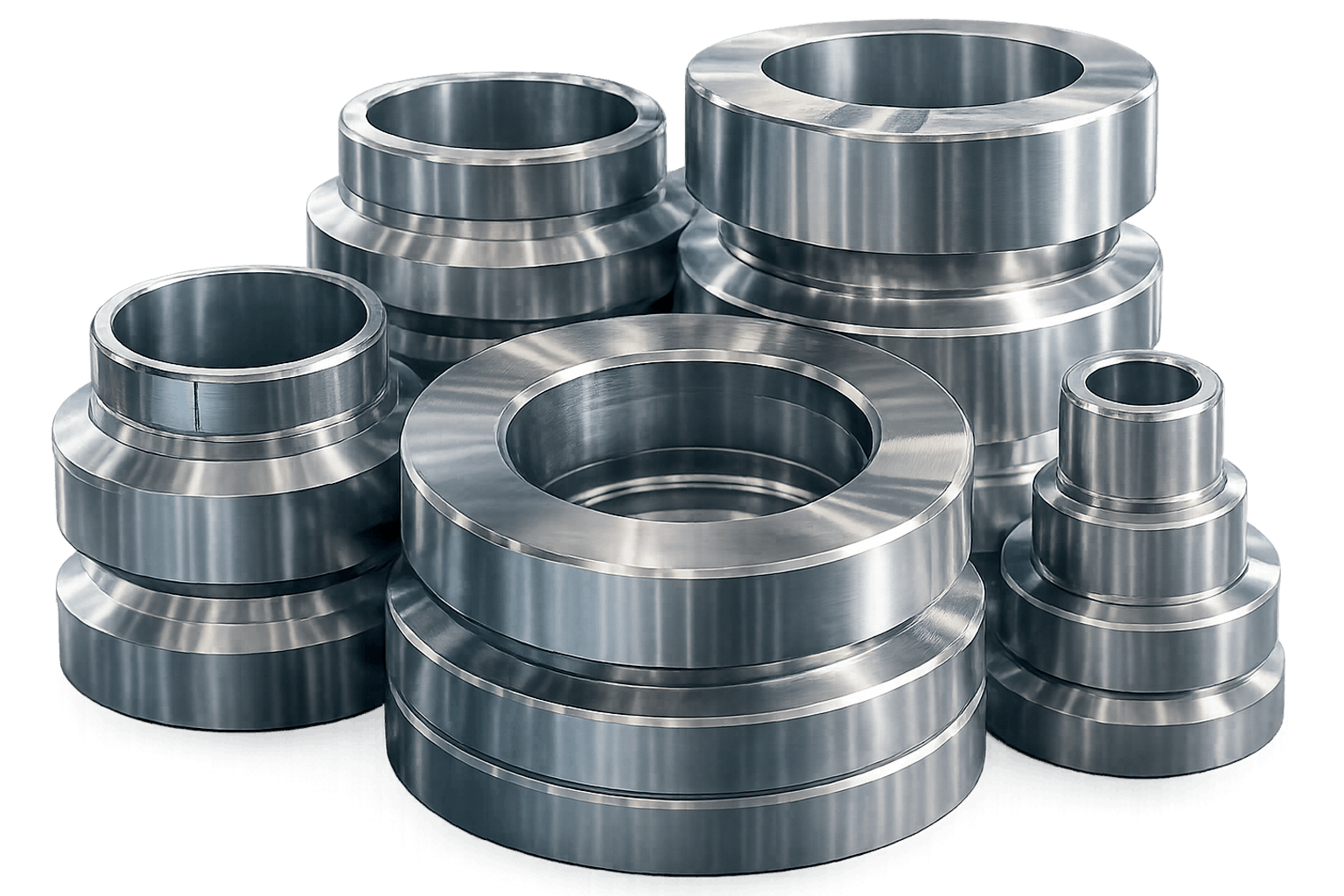
Металлообработка — это технологический процесс придания заготовке из сортового проката заданной формы, размеров и шероховатости. По данным технологического отдела БОРИС-88, 95% серийных деталей для машиностроения и промышленного оборудования требуют комбинации токарных, фрезерных, сверлильных, долбёжных или галтовочных операций. Каждый вид обработки решает свои задачи: токарные работы создают тела вращения (валы, втулки, фланцы), фрезерные — плоские поверхности и пазы, сверлильные и долбёжные — точные отверстия и шпоночные канавки, гальтовка удаляет заусенцы и улучшает поверхность.
Мы специализируемся на серийной металлообработке от 20 штук. Заготовки — только сортовой прокат: круг диаметром 15–300 мм, шестигранник, труба. Листовой металл не обрабатываем. Минимальный бюджет заказа — 50 000 рублей, срок изготовления — до 30 дней. Контроль качества на каждом этапе (входной, первой детали, операционный каждые 15 штук, выходной ОТК 100%).
Токарные работы на ЧПУ: обработка тел вращения
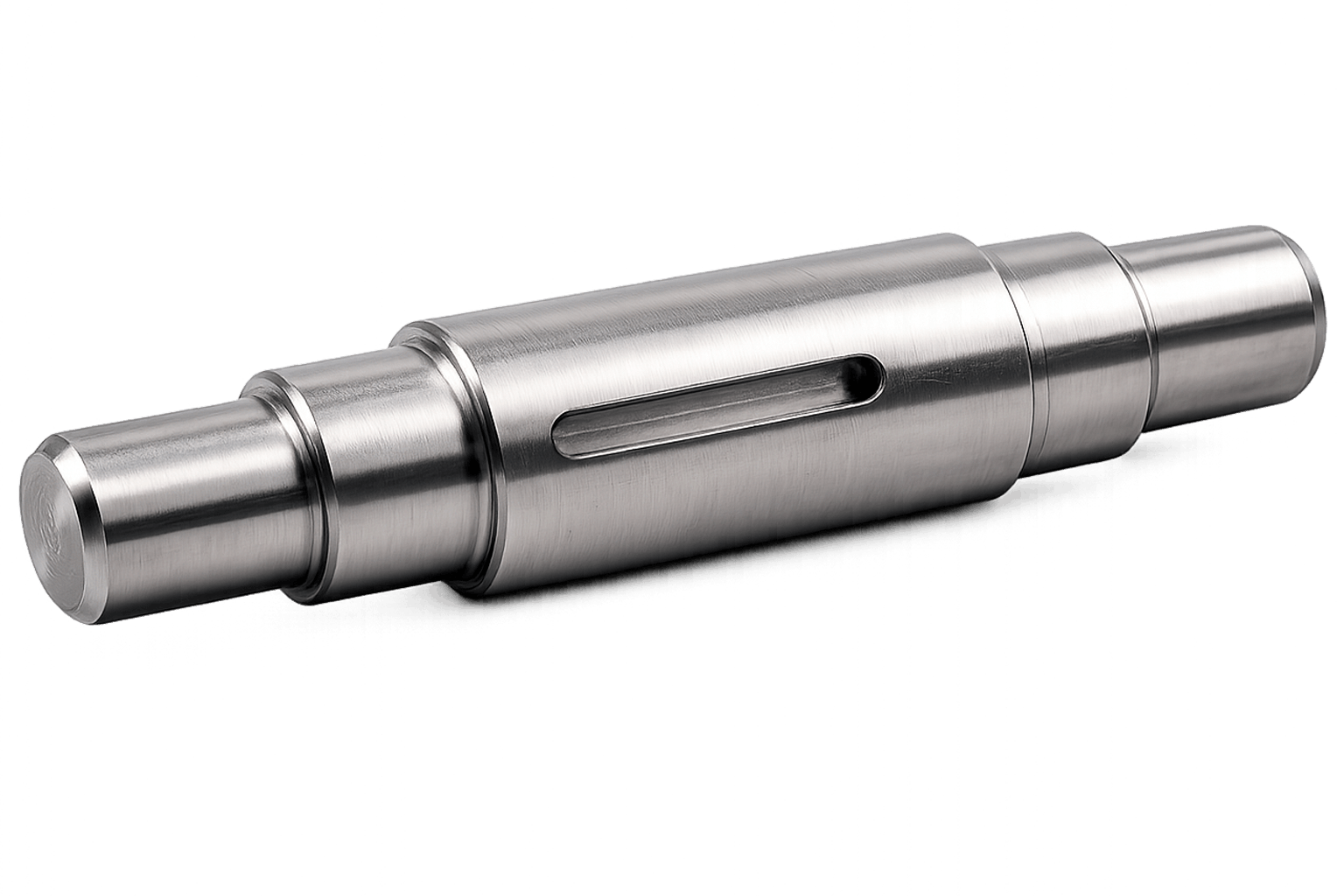
Токарная обработка на станках с ЧПУ — это процесс формообразования деталей типа тел вращения: валов, втулок, фланцев, штуцеров, ниппелей, муфт, заглушек, шкивов, ступенчатых валов. Заготовка закрепляется в шпинделе станка и вращается, а резец перемещается по двум координатам (продольная и поперечная подача). На станках с управляемым инструментом (токарно-фрезерные центры SMEC SL2000M) возможна дополнительная обработка фрезой без переустановки.
Технические лимиты (стандартные): диаметр заготовки от 15 до 300 мм, длина до 420 мм. Для крупных деталей используем станок KMT KTL 60/1000: диаметр до 500 мм, длина до 1000 мм. Точность: до IT7 по ГОСТ 25346 (квалитет 7). Шероховатость: Ra 1.6…2.5 мкм достигается чистовыми проходами (подача 0.05–0.08 мм/об, глубина 0.1–0.3 мм) без финишной шлифовки.
Режимы резания для основных материалов:
- Сталь 45 (HB 180–220): скорость резания Vc = 120–180 м/мин, подача 0.08–0.25 мм/об, глубина до 3 мм. Используем твёрдосплавные пластины T5K10.
- AISI 304 (нержавейка): Vc = 80–120 м/мин, подача 0.05–0.15 мм/об, глубина 1–2 мм. Требуется пониженная скорость из-за наклёпа.
- Алюминий АД31, Д16Т: Vc = 300–500 м/мин, подача 0.1–0.3 мм/об, глубина до 4 мм. Используем поликристаллические пластины.
- Латунь ЛС59: Vc = 200–350 м/мин, подача 0.1–0.2 мм/об, обработка легко режется, требуется отвод стружки.
Типовые детали и их особенности:
- Валы: требуют центровых отверстий, допуска концентричности до 0.02 мм, шероховатости шеек под подшипники Ra 1.6 мкм.
- Втулки: важно соблюдение параллельности торцов и соосности внутреннего/наружного диаметра (допуск до 0.025 мм).
- Фланцы: обработка торца и наружного диаметра за одну установку, допуск плоскостности до 0.05 мм.
Оборудование: токарные центры с ЧПУ Leadwell T-6 (точность позиционирования ±0.005 мм), SMEC SL2000M (с приводным инструментом), KMT KTL 60/1000 (крупногабарит). По регламенту ОТК БОРИС-88 (35 лет опыта, Подольск), 95% партий токарных деталей сдаются без рекламаций.
Фрезерные работы на ЧПУ: сложные поверхности и пазы
Фрезерная обработка на ЧПУ применяется для корпусных деталей, кронштейнов, шестерён, звёздочек, крышек, направляющих элементов, а также для создания пазов, карманов, уступов и 3D-поверхностей. Инструмент (фреза) вращается со скоростью до 8000 об/мин, заготовка перемещается по трём осям (X, Y, Z). На 4-осевых центрах возможна обработка наклонных плоскостей и цилиндрических поверхностей.
Габаритные ограничения (стандартные): длина 25–800 мм, ширина 25–600 мм, высота 15–400 мм. Расширенные возможности на Z-MAT VMC1200E: длина до 1200 мм, ширина до 700 мм, высота до 500 мм. Точность: IT7, позиционирование ±0.008 мм. Шероховатость: Ra 1.6 мкм при чистовом фрезеровании (подача 0.02–0.05 мм/зуб).
Режимы резания для фрезерования:
- Сталь 45: Vc = 100–150 м/мин, подача на зуб fz = 0.05–0.15 мм, глубина резания ae = 2–5 мм. Фрезы из твёрдого сплава (R6M5).
- Алюминий АД31: Vc = 300–600 м/мин, fz = 0.1–0.3 мм, ae = 3–8 мм. Рекомендуются монолитные твёрдосплавные фрезы с полированными канавками.
- Нержавейка AISI 304: Vc = 60–100 м/мин, fz = 0.02–0.08 мм, ae = 1–2 мм. Обязательна обильная подача СОЖ.
Типовые детали:
- Корпусные детали: обработка базовой плоскости, окон, отверстий под крепёж. Допуск расположения отверстий ±0.05 мм.
- Кронштейны: сложная геометрия, фрезеровка наружного контура, допуск ±0.1 мм.
- Шестерни и звёздочки: зубофрезерование, контроль профиля зуба, допуск посадочного отверстия IT7.
Оборудование: фрезерные центры Z-MAT VMC1200E (рабочее поле 1200×700×500 мм), FullLand GMC-1020 (3+1 оси), Sunmill JHV-550 (3 оси). Экономия при серийности: наладка фрезерного станка стоит 15 000 руб. При партии 100 шт. наладка добавляет 150 руб./деталь, при 500 шт. — 30 руб./деталь.
Сверлильные работы: точные отверстия
Сверлильные работы — вспомогательная операция, выполняемая после токарной или фрезерной обработки. Мы сверлим отверстия диаметром от 1.5 до 50 мм, глубиной до 200 мм на 4 радиально-сверлильных станках. Достижимая точность по диаметру — H11–H12 (ГОСТ 25346), шероховатость внутри отверстия — Ra 3.2…6.3 мкм.
Технологические особенности: для глубоких отверстий (L/D > 5) используем ступенчатую подачу и обильную подачу СОЖ. Контроль диаметра — калибрами-пробками, глубины — штангенциркулем с глубиномером. Обязательная операция — снятие фаски и заусенцев (или последующая галтовка).
Типовые детали: фланцы (крепёжные отверстия), корпусные детали (посадочные места под подшипники), крышки (вентиляционные и крепёжные отверстия).
Долбёжные работы: шпоночные пазы и шлицы
Долбёжные работы выполняются на станке S200TGi. Долбление — это процесс обработки внутренних и наружных пазов, шлицев, шпоночных канавок, когда режущий инструмент (долбяк) совершает возвратно-поступательное движение, а заготовка периодически подаётся на глубину резания. Этот метод незаменим для шпоночных пазов в глухих отверстиях (например, в ступицах, втулках).
Технические параметры: ход долбяка до 200 мм, точность позиционирования ±0.008 мм, шероховатость паза Ra 3.2 мкм. Контроль шпоночного паза — калибрами и штангенциркулем с плоскими губками. Допуск ширины паза — IT8–IT9.
Типовые детали: втулки с внутренними шлицами, ступицы, корпусные детали с наружными пазами, шестерни с пазом под сегментную шпонку.
Галтовочные работы: финишная зачистка и снятие заусенцев
Галтовка (вибрационная обработка) — финишная операция для удаления острых кромок, заусенцев и придания поверхности равномерной матовости. Используем установку CAF VIBRO PLUS ZHM-350АВ с объёмом чаши 300 л. В качестве абразива — керамические шары, треугольники или стальные шарики в зависимости от материала и требований к чистоте.
Режимы: длительность цикла 20–40 минут, частота вибрации 1500–2000 об/мин. После галтовки шероховатость снижается до Ra 0.8…1.2 мкм. Процесс обязателен для деталей, контактирующих с уплотнениями (втулки, поршни) или руками оператора (крышки, кронштейны).
Сравнение видов обработки: что выбрать для вашей детали?
| Вид обработки | Типовые детали | Точность | Шероховатость | Оборудование |
|---|---|---|---|---|
| Токарная (ЧПУ) | Валы, втулки, фланцы, штуцеры | IT7 | Ra 1.6…2.5 мкм | Leadwell T-6, SMEC SL2000M, KMT |
| Фрезерная (ЧПУ) | Корпусные детали, кронштейны, шестерни | IT7 | Ra 1.6 мкм | Z-MAT VMC1200E, FullLand GMC-1020 |
| Сверлильные | Отверстия в корпусах, фланцах | H11–H12 | Ra 3.2…6.3 мкм | Радиально-сверлильные (4 ед.) |
| Долбёжные | Шпоночные пазы, шлицы | IT8–IT9 | Ra 3.2 мкм | S200TGi |
| Галтовочные | Зачистка заусенцев | — | Ra 0.8…1.2 мкм | CAF VIBRO PLUS ZHM-350АВ |
Выбор метода зависит от геометрии детали и требуемой точности. Для тел вращения — токарная обработка, для сложных корпусов — фрезерная, для шпоночных пазов — долбёжка, для удаления заусенцев — галтовка. Комбинируем операции на одном станке (токарно-фрезерная обработка) для снижения себестоимости на 15–20%.
Почему серия от 20 штук выгоднее?
1-5 шт.
50 шт.
-40%
100+ шт.
-70%
Подготовка производства (программа ЧПУ + наладка) стоит одинаково для 1 и 100 деталей. В серии эти расходы «размываются», снижая цену единицы.
Материалы для металлообработки
Механическая обработка на станках с ЧПУ выполняется со следующими группами материалов:
- Конструкционные стали: Сталь 10, 20, 35, 45, 40Х, 09Г2С — оптимальное соотношение прочности и обрабатываемости для валов, втулок, фланцев.
- Нержавеющие стали: AISI 304, AISI 316, AISI 321 — для деталей, работающих в агрессивных средах и пищевом оборудовании.
- Алюминиевые сплавы: Д16Т, АМг6, АД31 — для лёгких корпусных деталей, кронштейнов, элементов приборостроения.
- Цветные металлы: Латунь Л63, ЛС59, бронза БрАЖ9-4, медь М1 — для резьбовых соединений, узлов трения, электротехнических компонентов.
- Инженерные пластики: Капролон ПА-6, фторопласт Ф4, полиацеталь ПОМ-С — для деталей, работающих без смазки, в химически агрессивных средах.
Материалы, с которыми мы работаем
✓ Сталь
✓ Нержавейка
✓ Алюминий
✓ Латунь
✓ Медь
✓ Бронза
✓ Пластики
Материалы, с которыми мы не работаем
✕ Чугун
✕ Титан
✕ Листовой металл
✕ Дерево
✕ Стекло
✕ Резина
✕ Композиты
Наша специализация — механическая обработка сортового проката и инженерных пластиков.
Контроль качества и точность
На производстве действует многоступенчатая система контроля, гарантирующая соответствие каждой партии чертежу и допускам.
4 этапа контроля качества
📜
Входной контроль
Проверка сертификатов и геометрии материала. Работаем только с проверенными поставщиками.
🔧
Контроль первой детали
Полный замер перед запуском серии. Проверка соответствия чертежу и допускам.
📏
Операционный контроль
Замеры каждые 15 деталей в процессе обработки. Контроль ключевых размеров.
✅
Выходной ОТК
Финальная приемка в отдельном помещении ОТК. Контроль резьбы калибрами, геометрии — микрометрами.
Отзывы клиентов
Доверие заказчиков — главный показатель нашей работы. Более 35 лет мы изготавливаем детали для предприятий из 30+ отраслей, и множество положительных отзывов на Яндекс.Картах, 2ГИС и Zoon подтверждают качество нашей металлообработки в Подольске. Ниже — выборка реальных комментариев от инженеров, технологов и менеджеров по закупкам, которые уже доверили нам серийное производство.
Что говорят наши заказчики
«Заказывали партию валов из стали 40Х — 350 штук. Точность IT7, сроки 18 рабочих дней. Всё в допуске, без замечаний. Работаем с БОРИС-88 уже третий год.»
⭐⭐⭐⭐⭐
Источник: Яндекс.Карты • 14.03.2026
«Штуцеры из AISI 316 под гидравлику высокого давления — партия 500 штук. Контроль резьбы калибрами подтверждён актом. Цена ниже московских конкурентов на 15%.»
⭐⭐⭐⭐⭐
Источник: 2ГИС • 02.02.2026
«Корпусные детали из Д16Т, фрезеровка 4-осевая. Партия 120 штук. Допуск ±0,02 мм выдержан на всех деталях. Отдельно отмечу упаковку — приехало без единой царапины.»
⭐⭐⭐⭐⭐
Источник: Яндекс.Карты • 05.12.2025
«Втулки из фторопласта Ф4 для конвейерных узлов пищевого производства — 300 штук. Пищевой допуск соблюдён, документация приложена. Цена за партию — 62 000 рублей.»
⭐⭐⭐⭐⭐
Источник: 2ГИС • 28.10.2025
«Фланцы 09Г2С под давление 40 бар — 250 штук. Гидроиспытания прошли без замечаний. Сертификаты на материал приложены. Работаем только с БОРИС-88.»
⭐⭐⭐⭐⭐
Источник: Zoon • 14.09.2025
«Шестерни и зубчатые колёса из 40Х для редукторов — партия 20 штук. Профиль зуба проверен, биение в норме. Импортозамещение иностранных деталей — полностью справились.»
⭐⭐⭐⭐⭐
Источник: Яндекс.Карты • 17.05.2025
Все отзывы взяты с открытых площадок: Яндекс.Карты, 2ГИС, Zoon
Отправьте чертежи для расчёта
Для получения коммерческого предложения загрузите конструкторскую документацию.
Мы принимаем файлы в форматах PDF, DWG, STEP, КОМПАС.
Обязательно укажите количество деталей в партии (от 20 штук).
Минимальный бюджет заказа — от 50 000 рублей.
Мы ответим на запрос в течение 1 рабочего дня.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00. Посмотреть на Яндекс.Картах
Офис в Москве: 117312, г. Москва, ул. Вавилова, дом 9А, стр. 6, офис 12. Пн-Пт с 8:00 до 16:00. Посмотреть на Яндекс.Картах
Контакты: Страница контактов | Оплата и доставка | О компании
Информация на данной странице носит ознакомительный характер. Окончательная технологическая возможность изготовления и стоимость подтверждаются технологом после изучения конструкторской документации заказчика.
Список литературы
- ГОСТ 2.301-68. Единая система конструкторской документации. Форматы.
- ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
- ГОСТ 30893.1-2002. Основные нормы взаимозаменяемости. Общие допуски.
- Справочник технолога-машиностроителя. Том 1-2. Под ред. А. Г. Схиртладзе. — М.: Машиностроение, 2018.
- Справочник токаря. Под ред. Д. В. Черпакова. — М.: Машиностроение, 2019.
- Режимы резания металлов. Справочник. Под ред. Ю. В. Барановского. — М.: Машиностроение, 2017.
- Материаловедение. Под ред. Б. Н. Арзамасова. — М.: МГТУ им. Баумана, 2017.
Часто задаваемые вопросы
Минимальная партия — 20 штук одного наименования. По данным техотдела БОРИС-88, серийное производство — наша специализация. Заказы менее 20 штук не принимаем.
Минимальная стоимость заказа — от 50 000 рублей. Окончательный расчёт стоимости по чертежу. Бюджет включает материал, операции, контроль и упаковку.
Бюджет заказа — от 50 000 рублей. Валы обрабатываются с допуском IT7. По регламенту ОТК БОРИС-88 (35 лет опыта, Подольск), 95% партий без рекламаций (данные 2025).
Точность до IT7 по ГОСТ 25346, шероховатость Ra 1.6...2.5 мкм. Чистовые проходы на ЧПУ без шлифовки. По данным техотдела, IT7 — стандарт для 95% задач.
Литьё требует специфического оборудования, не входящего в наш профиль. Специализируемся на механической обработке резанием из сортового проката.
Чугун и титан требуют иного оснащения. Специализируемся на сталях, алюминии, латуни, бронзе, пластиках.
Металлообработка на станках с ЧПУ — автоматизированное производство деталей по управляющей программе. Разбираем технологический процесс, точность, материалы и условия серийного изготовления на заводе в Подольске.
подробнее
Металлообработка на станках с ЧПУ — автоматизированное производство деталей по управляющей программе. Разбираем технологический процесс, точность, материалы и условия серийного изготовления на заводе в Подольске.
подробнее
Разбираем ключевые параметры выбора завода-изготовителя: от минимальной партии и технических возможностей до системы контроля качества. Практические рекомендации для инженеров и закупщиков, которые ищут надёжного подрядчика в Москве и Московской области.
подробнее
Нужна фрезеровка медицинских деталей? Рассказываем о требованиях к точности, материалах (нержавейка, пластики), допусках и контроле качества. Серийное производство от 100 шт. в Подольске. Закажите расчёт по чертежу!
подробнее
Какие требования предъявляет электроэнергетика к токарной обработке? Рассказываем о технологиях изготовления валов турбин, крепежа и других ответственных деталей. Материалы, оборудование, контроль качества. Производство в Подольске с 1988 года.
подробнее
Какие требования предъявляет нефтегазовая отрасль к металлообработке? Рассказываем о технологиях изготовления деталей для нефтегазового оборудования: токарные и фрезерные работы на ЧПУ, материалы, контроль качества, особенности производства. Производство в Подольске с 1988 года.
подробнее
Какие требования предъявляет автопром к металлообработке? Рассказываем о современных технологиях изготовления деталей для автомобилей: токарные и фрезерные работы на ЧПУ, контроль качества, материалы. Производство в Подольске с 1988 года.
подробнее
Нужны штуцеры, ниппели или фитинги на заказ? Рассказываем о токарной обработке резьбовых деталей из нержавейки, латуни и стали. Какие бывают виды, типы резьб, как заказать и сколько стоит.
подробнее
галерея наших работ
Изготовление деталей из металла по чертежам заказчика
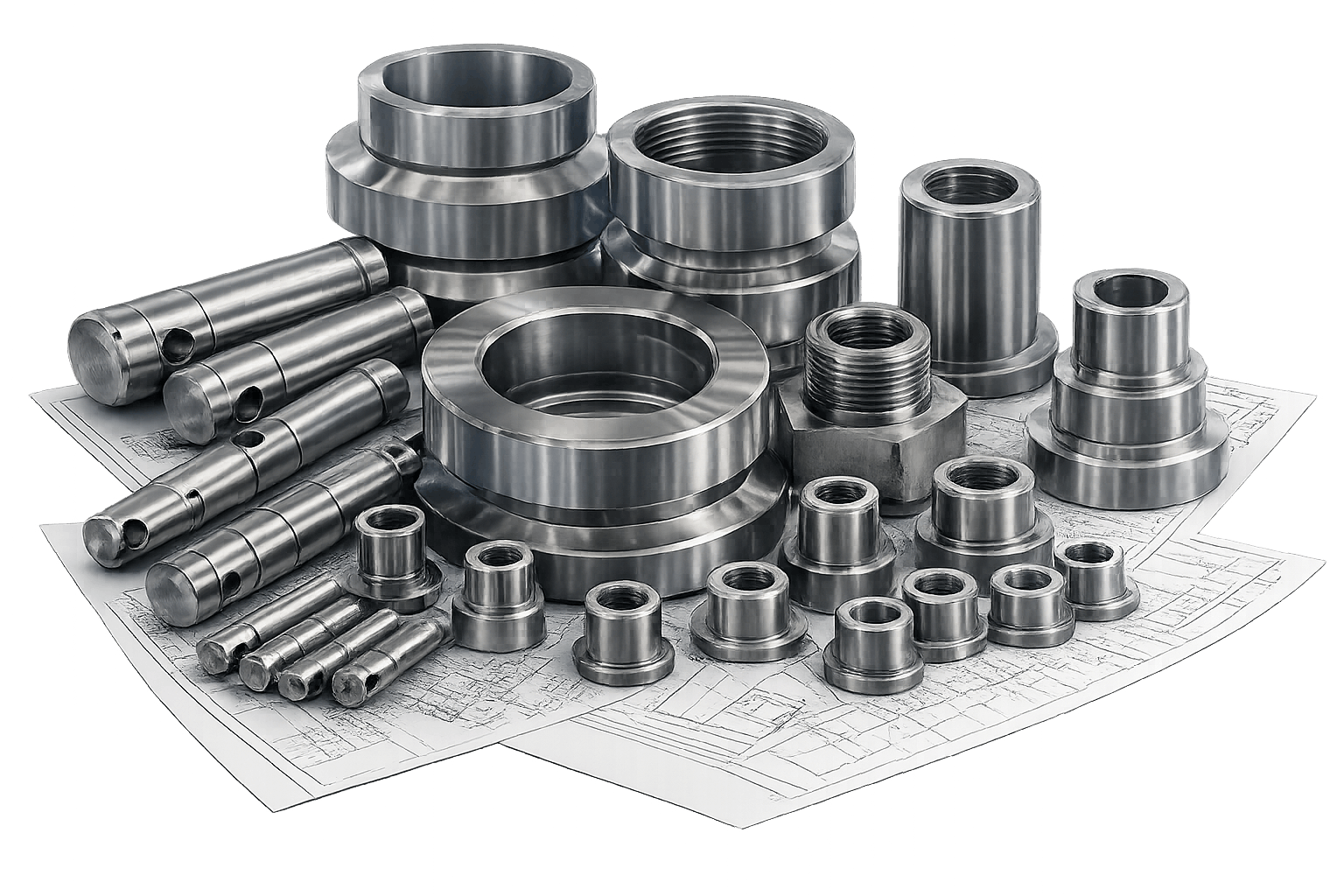
Изготовление деталей из металла по чертежам заказчика
все примеры работ
все примеры работ