





Сайт собирает файлы Cookie для корректной работы и аналитики. Используя его, вы соглашайтесь с Политикой обработки персональных данных. Если вам это не подходит — отключите Cookie в настройках браузера.
ПринятьТокарные-сверлильные работы

Токарно-сверлильные работы по конструкторской документации применяются в серийном производстве, когда важно точно выдержать отверстия, посадки и взаимное расположение элементов. Совмещение токарных и сверлильных операций на станках с ЧПУ (числовое программное управление) позволяет сократить количество переустановок детали и получить стабильную соосность и перпендикулярность во всей партии.
Обработка металла по чертежам сопровождается операционным контролем и оформлением паспорта размеров на каждую партию. Это позволяет избежать доработок на стороне заказчика. Работаем с серийными заказами от 20 штук с отгрузкой партиями по России. Для меди и латуни режимы обработки подбираются с учетом требований к шероховатости поверхности Ra (показатель чистоты поверхности) 1,6–3,2 и удержанию диаметра в пределах согласованных допусков.
Серийное производство
стоимость токарных работ
Операция
Минимальная стоимость работ
Токарная обработка на станках с ЧПУ (Конструкционные пластики)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Углеродистые, Конструкционные стали)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Нержавеющая сталь)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Алюминиевые сплавы, Латунь, Бронза, Медь)
От 50 000 руб.
Токарное оборудование (ЧПУ)
Токарный обрабатывающий центр KMT KTL 60/1000
Токарный обрабатывающий центр KMT KTL 60/1000
Высокоточный горизонтальный токарный центр с ЧПУ с приводным инструментом SMEC SL 2000M
Высокоточный горизонтальный токарный центр с ЧПУ с приводным инструментом SMEC SL 2000M
Двухшпиндельный горизонтальный токарный центр «60TSM»
Двухшпиндельный горизонтальный токарный центр «60TSM»
Токарный обрабатывающий центр Leadwell F-1
Токарный обрабатывающий центр Leadwell F-1
Токарный-фрезерный обрабатывающий центр MECUTO iX 306
Токарный-фрезерный обрабатывающий центр MECUTO iX 306
Токарно-фрезерный обрабатывающий центр MECUTO iX 306M
Токарно-фрезерный обрабатывающий центр MECUTO iX 306M
Токарный обрабатывающий центр
Leadwell T-6
Токарный обрабатывающий центрLeadwell T-6
Leadwell T-6
Токарный обрабатывающий центр
Leadwell T-5
Токарный обрабатывающий центрLeadwell T-5
Leadwell T-5
Все оборудование
Все оборудование
Наши преимущества
01
Серийное производство
Мы специализируемся на серийном выполнении токарных работ на станках с ЧПУ – крупные и средние заказы от 100 деталей одного наименования. Автоматизированное токарное производство на станках с ЧПУ обеспечивает идентичность каждой детали в партии: валы, втулки, фланцы, оси, корпуса. Программирование станков с ЧПУ исключает влияние человеческого фактора на качество токарных работ, гарантируя стабильность параметров всей серии деталей.

02
Современное оборудование
Производственные мощности оснащены современным токарным оборудованием с ЧПУ ведущих мировых производителей: Leadwell (Тайвань), MECUTO (Тайвань), KMT (Чехия), SMEC (Южная Корея). В парке оборудования – 11 токарных станков с числовым программным управлением, включая многоосевые токарно-фрезерные обрабатывающие центры с приводным инструментом. Все станки с ЧПУ позволяют выполнять токарные работы любой сложности: от простых деталей типа втулок до сложных корпусных деталей с фрезерными операциями.

03
Контроль качества
Многоступенчатая система контроля на всех этапах токарных работ: входной контроль заготовок, операционный контроль в процессе токарной обработки на станках с ЧПУ, финальная проверка готовых деталей. Используем современное измерительное оборудование для контроля всех параметров: микрометры, штангенциркули, калибры, резьбомеры. Гарантируем точность токарной обработки до 0,01 мм и полное соответствие деталей технической документации и чертежам.

04
Соблюдение сроков
Мы строго придерживаемся производственного графика токарных работ, обеспечивая своевременную отгрузку деталей в соответствии с договором. Автоматизация токарного производства на оборудовании с числовым программным управлением позволяет минимизировать время выполнения работ и гарантировать соблюдение сроков изготовления деталей.

05
Доставка и самовывоз
Организация доставки готовых деталей после токарных работ по всей территории России надежными транспортными компаниями. Обеспечиваем качественную упаковку деталей после токарной обработки для защиты от повреждений при транспортировке: индивидуальная упаковка деталей, использование гофрокартона, паллетирование крупных партий. Доступен самовывоз готовых изделий со склада предприятия в удобное для вас время.

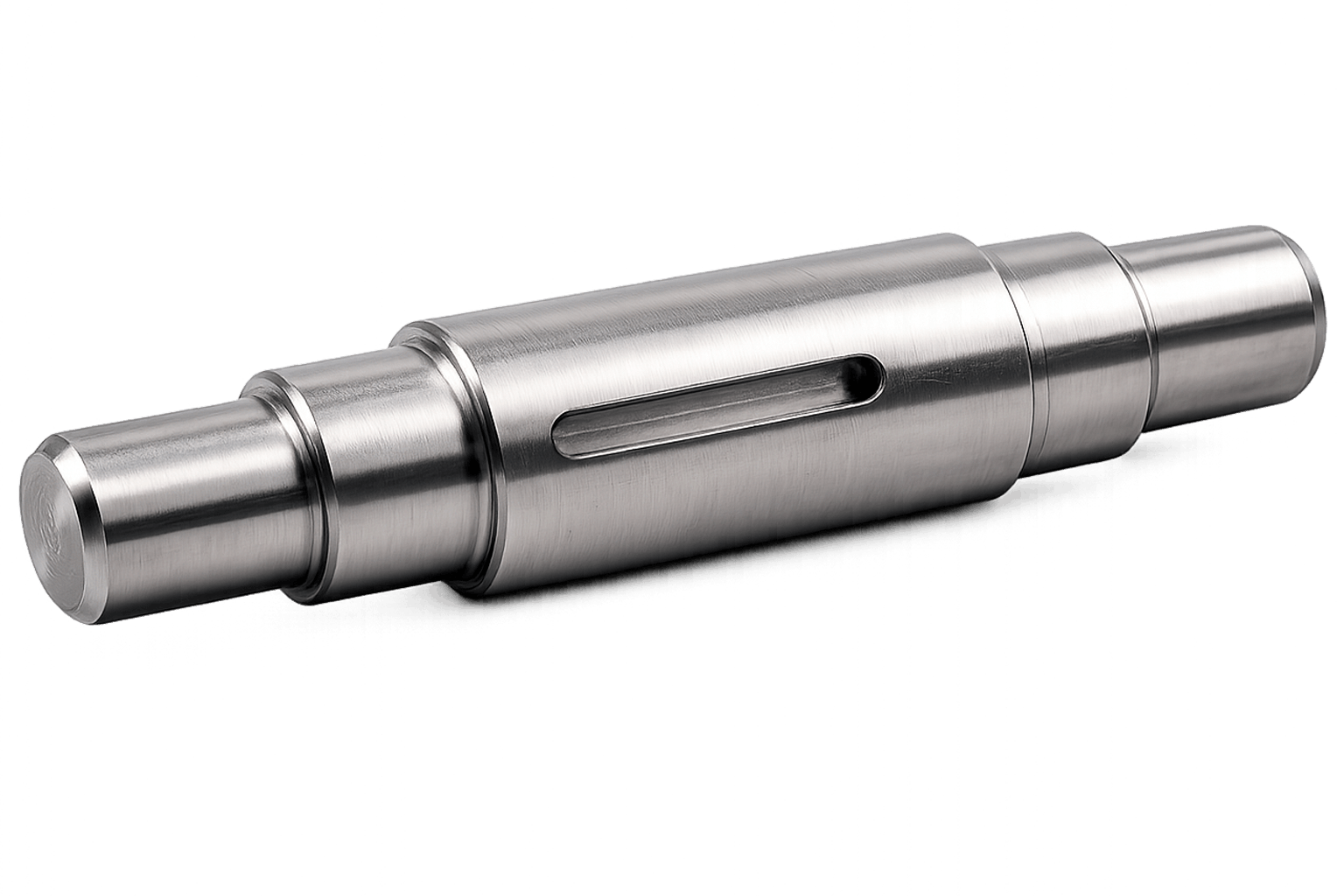
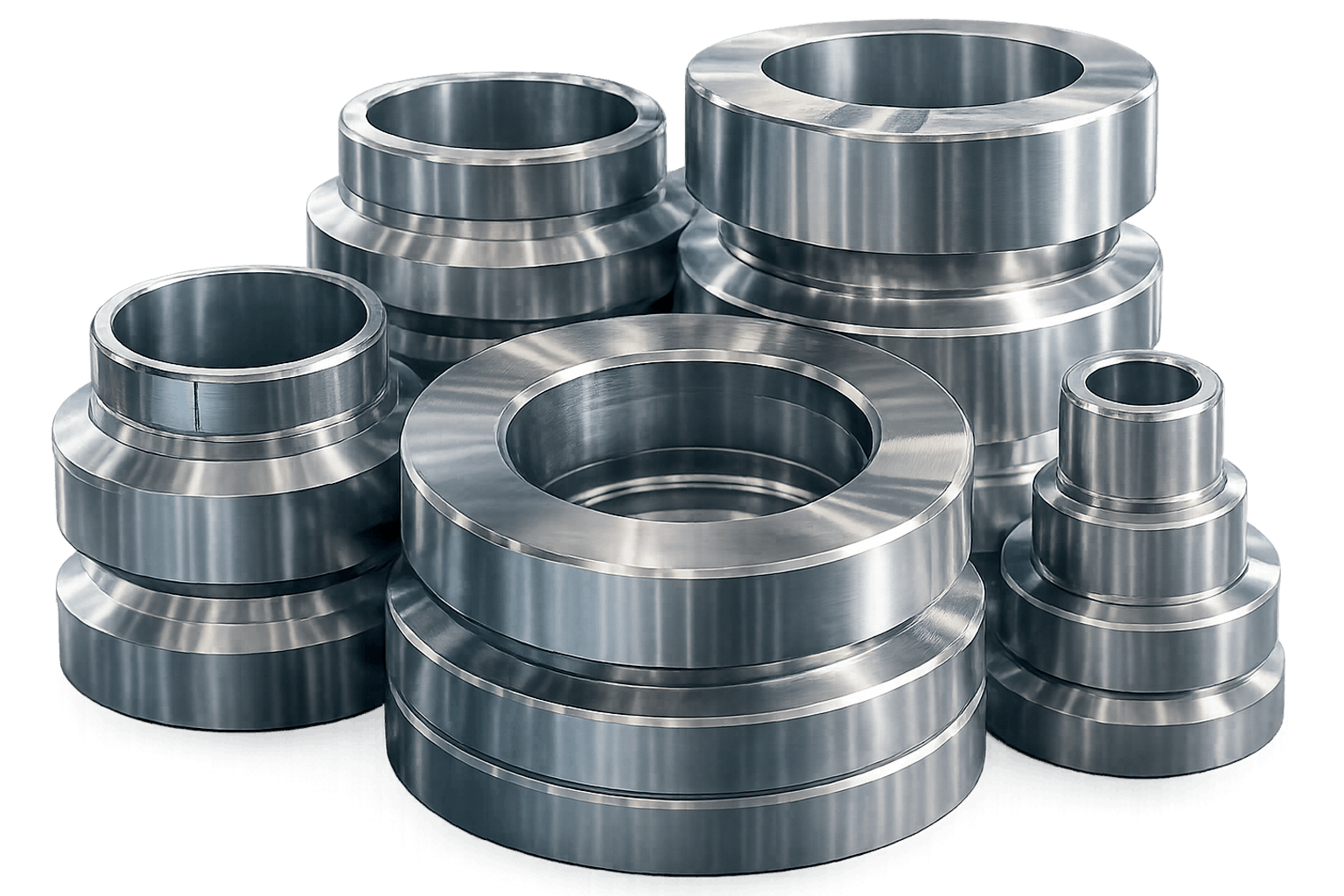
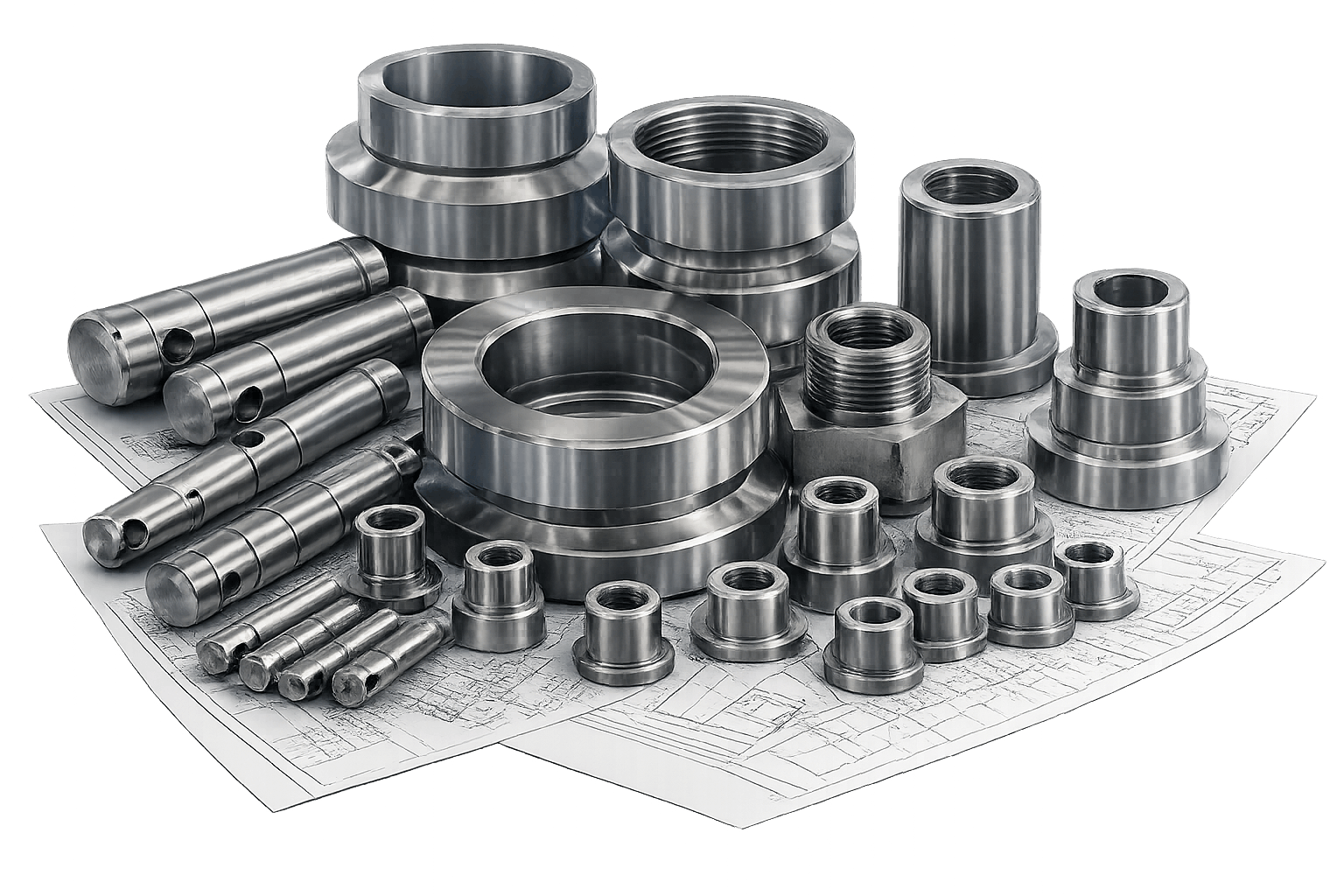
галерея наших работ
Изготовление деталей из металла по чертежам заказчика
Изготовление деталей из металла по чертежам заказчика
все примеры работ
все примеры работ
Услуги, которые могут вас заинтересовать
все услуги
все услуги
этапы оформления заказа
Особенности выполнения работ
Когда требуются токарно-сверлильные работы в серийном производстве
Комбинированная токарно-сверлильная обработка применяется при изготовлении корпусов и фланцев с посадками и резьбами, валов и втулок с осевыми каналами, а также деталей с критическими отверстиями.
В серийном производстве основное значение имеют повторяемость размеров, соосность до сотых долей миллиметра и контроль перпендикулярности. Такие работы востребованы при импортозамещении, росте объемов производства и необходимости регулярной отгрузки партий с подтверждением качества паспортами измерений.
Расчет стоимости и сроки выполнения токарно-сверлильных работ
Стоимость рассчитывается после анализа КД (конструкторской документации). На цену влияют материал детали (сталь, латунь, медь), требования к допускам и шероховатости поверхности, количество отверстий и переходов, а также объем серии. При увеличении партии цена за одну деталь снижается за счет распределения затрат на наладку.
Расчет предоставляется в течение 24 часов. Запуск в работу возможен после согласования условий и готовности материала. В стоимость включены программирование станков с ЧПУ, наладка, операционный контроль и финальная проверка. Сроки и график отгрузки фиксируются в договоре, без скрытых доработок и изменений в процессе серии.
Как выполняются токарно-сверлильные работы по чертежам
Работа начинается с приемки и проверки КД (конструкторской документации) на технологичность. Определяются критические размеры, посадки и способы контроля. Далее формируется маршрут обработки, который включает технологическую карту, оснастку, режимы резания и контрольные точки.
Токарная операция формирует базу под последующее сверление. После этого выполняется обработка отверстий: сверление, зенкование, развертка и нарезка резьб. Контролируется соотношение длины отверстия к диаметру и соосность по методике, согласованной в техническом задании. Операционные замеры выполняются после каждой ключевой операции.
Финальный этап включает оформление паспорта размеров с обязательной проверкой критических характеристик. После этого партия упаковывается с прокладками, маркируется и отгружается по согласованному графику.
Операции токарно-сверлильной обработки
Выполняем сверление, рассверливание, зенкование, развертку и нарезку резьб под согласованные калибры и допуски. Также выполняем подрезку торцов, снятие фасок и контроль соосности посадочных отверстий в соответствии с маршрутной картой.
При необходимости совмещаем обработку на станках с ЧПУ и универсальных станках для сокращения времени цикла. Допустимые диаметры и глубина отверстий (отношение длины к диаметру, L/D) уточняются на этапе расчета с учетом возможностей инструмента и оборудования.
Материалы и точностные ограничения
Работаем со сталями, нержавеющей сталью, алюминием, медью, латунью и конструкционными пластиками. Возможность обработки определяется с учетом допусков, шероховатости поверхности и геометрии детали.
Для меди и латуни подбираем режимы под Ra 1,6–3,2 и удерживаем диаметры и соосность в пределах технического задания с подтверждением паспортами измерений. Для стали заранее согласуются поля допусков и методы контроля. Алюминий требует специальных режимов резания. Глубокие отверстия оцениваются отдельно с учетом инструмента и подачи СОЖ (смазочно-охлаждающей жидкости).
Контроль качества и измерительная документация
Контроль качества выполняется в три этапа: входная проверка материала с проверкой сертификатов, операционные замеры после ключевых операций и финальный контроль с оформлением паспорта на партию.
Критические параметры проверяются на 100 процентов. По остальным применяется выборочный контроль. Качество обработки подтверждается измерительной документацией. Несоответствия, возникшие по нашей вине, устраняются за наш счет с повторной проверкой до отгрузки.
Повторные серии без пересогласования документации
Для серийных заказов сохраняются управляющие программы, технологические карты и эталон детали. Это позволяет обеспечить одинаковые режимы обработки и размеры от партии к партии.
При неизменной КД повторный запуск возможен в течение двух рабочих дней. Отгрузка выполняется партиями. При изменении материала или покрытия маршрут обработки и контроль пересматриваются и согласуются заново.
Часто задаваемые вопросы
Как обеспечивается соблюдение допусков и соосности деталей?
Все допуски и методы контроля фиксируются в техническом задании до запуска. Критические размеры проверяются на 100 процентов, паспорт измерений прикладывается к каждой партии. При отклонениях по нашей ответственности выполняется корректировка и повторный контроль.
Как обеспечиваются сроки изготовления и отгрузки партии?
После анализа КД формируется коммерческое предложение и план-график с учетом загрузки оборудования. Сроки закрепляются в договоре, отгрузка возможна партиями для поддержания ритма сборки.
С какими объемами серийных заказов вы работаете?
Работаем с сериями от 20 штук. Загрузка распределяется по сменам, цикл контролируется по маршрутной карте. Парк ЧПУ и универсальных станков позволяет поддерживать объемы без потери качества.
Возможен ли повторный выпуск деталей без изменения документации?
Да, при неизменной КД. Храним программы и эталон детали, поэтому размеры и шероховатость повторяются в согласованных пределах. Повторный запуск — до двух рабочих дней.
оформить заявку на расчет


оставить заявку


получить быстрый расчет

Спасибо!
Мы свяжемся с вами в ближайшее время