
















Сайт собирает файлы Cookie для корректной работы и аналитики. Используя его, вы соглашайтесь с Политикой обработки персональных данных. Если вам это не подходит — отключите Cookie в настройках браузера.
ПринятьТокарно-расточная обработка

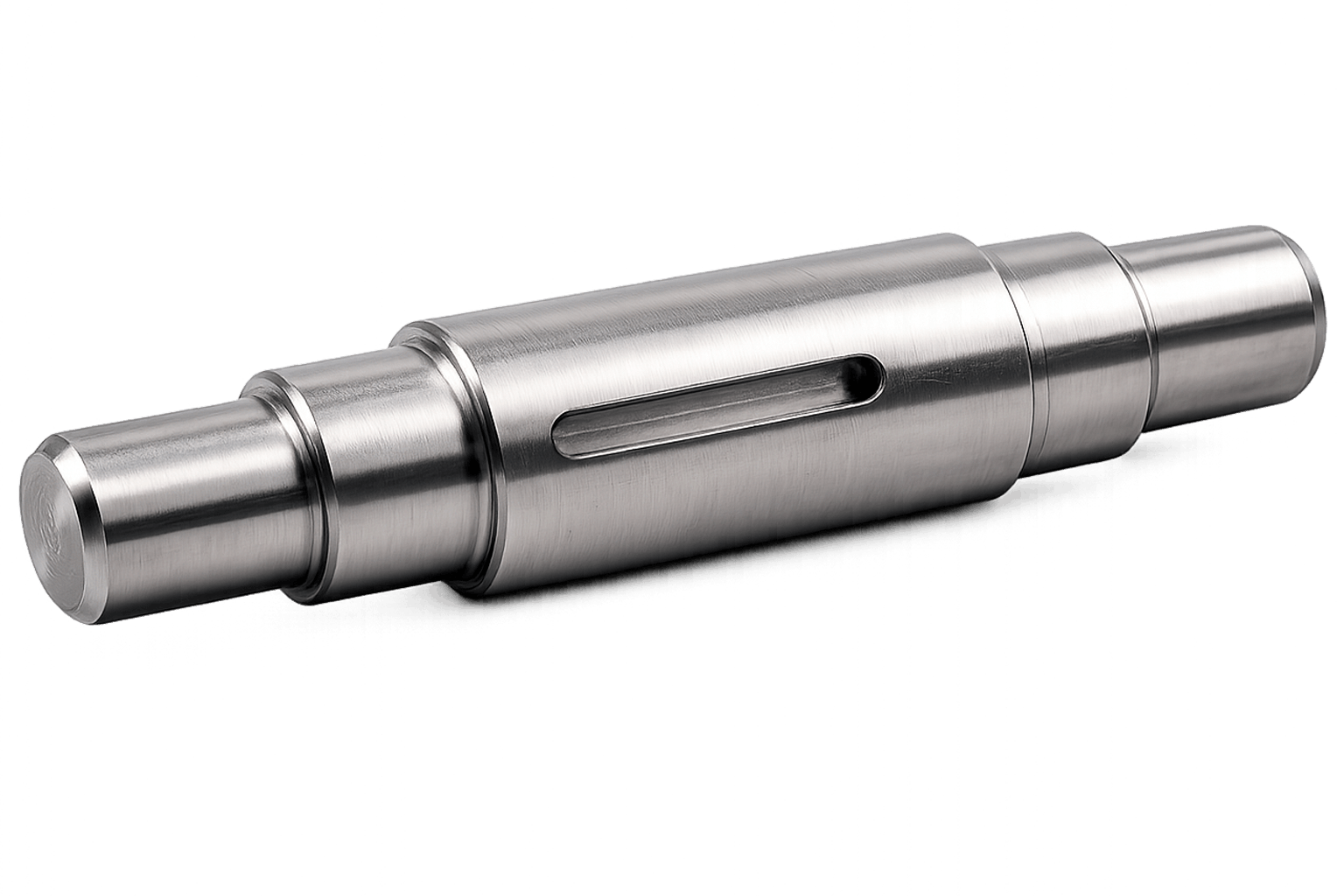
Токарно-расточная обработка – это увеличение или корректировка уже существующего отверстия в детали. В отличие от сверления, растачивание позволяет получить точный диаметр, правильную геометрию и высокий класс шероховатости. Мы растачиваем сквозные, глухие, ступенчатые и конусные отверстия на токарных станках.
Метод востребован при подготовке посадочных отверстий под подшипники, втулки, валы и оси. Работаем со сталями, цветными металлами и пластиками. Точность – до 0,03 мм, шероховатость – до Ra 1,6.
- Ступенчатые отверстия
- Глухие отверстия
Серийное производство
стоимость токарных работ
Операция
минимальная стоимость работ
Токарная обработка на станках с ЧПУ (Конструкционные пластики)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Углеродистые, Конструкционные стали)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Нержавеющая сталь)
От 50 000 руб.
Токарная обработка на станках с ЧПУ (Алюминиевые сплавы, Латунь, Бронза, Медь)
От 50 000 руб.
Токарное оборудование (ЧПУ)
Токарный обрабатывающий центр KMT KTL 60/1000
Токарный обрабатывающий центр KMT KTL 60/1000
Высокоточный горизонтальный токарный центр с ЧПУ с приводным инструментом SMEC SL 2000M
Высокоточный горизонтальный токарный центр с ЧПУ с приводным инструментом SMEC SL 2000M
Двухшпиндельный горизонтальный токарный центр «60TSM»
Двухшпиндельный горизонтальный токарный центр «60TSM»
Токарный обрабатывающий центр Leadwell F-1
Токарный обрабатывающий центр Leadwell F-1
Токарный-фрезерный обрабатывающий центр MECUTO iX 306
Токарный-фрезерный обрабатывающий центр MECUTO iX 306
Токарно-фрезерный обрабатывающий центр MECUTO iX 306M
Токарно-фрезерный обрабатывающий центр MECUTO iX 306M
Токарный обрабатывающий центр
Leadwell T-6
Токарный обрабатывающий центрLeadwell T-6
Leadwell T-6
Токарный обрабатывающий центр
Leadwell T-5
Токарный обрабатывающий центрLeadwell T-5
Leadwell T-5
Все оборудование
Все оборудование
Наши преимущества
01
Серийное производство
Мы специализируемся на серийном выполнении токарных работ на станках с ЧПУ – крупные и средние заказы от 100 деталей одного наименования. Автоматизированное токарное производство на станках с ЧПУ обеспечивает идентичность каждой детали в партии: валы, втулки, фланцы, оси, корпуса. Программирование станков с ЧПУ исключает влияние человеческого фактора на качество токарных работ, гарантируя стабильность параметров всей серии деталей.

02
Современное оборудование
Производственные мощности оснащены современным токарным оборудованием с ЧПУ ведущих мировых производителей: Leadwell (Тайвань), MECUTO (Тайвань), KMT (Чехия), SMEC (Южная Корея). В парке оборудования – 11 токарных станков с числовым программным управлением, включая многоосевые токарно-фрезерные обрабатывающие центры с приводным инструментом. Все станки с ЧПУ позволяют выполнять токарные работы любой сложности: от простых деталей типа втулок до сложных корпусных деталей с фрезерными операциями.

03
Контроль качества
Многоступенчатая система контроля на всех этапах токарных работ: входной контроль заготовок, операционный контроль в процессе токарной обработки на станках с ЧПУ, финальная проверка готовых деталей. Используем современное измерительное оборудование для контроля всех параметров: микрометры, штангенциркули, калибры, резьбомеры. Гарантируем точность токарной обработки до 0,01 мм и полное соответствие деталей технической документации и чертежам.

04
Соблюдение сроков
Мы строго придерживаемся производственного графика токарных работ, обеспечивая своевременную отгрузку деталей в соответствии с договором. Автоматизация токарного производства на оборудовании с числовым программным управлением позволяет минимизировать время выполнения работ и гарантировать соблюдение сроков изготовления деталей.

05
Доставка и самовывоз
Организация доставки готовых деталей после токарных работ по всей территории России надежными транспортными компаниями. Обеспечиваем качественную упаковку деталей после токарной обработки для защиты от повреждений при транспортировке: индивидуальная упаковка деталей, использование гофрокартона, паллетирование крупных партий. Доступен самовывоз готовых изделий со склада предприятия в удобное для вас время.

галерея наших работ
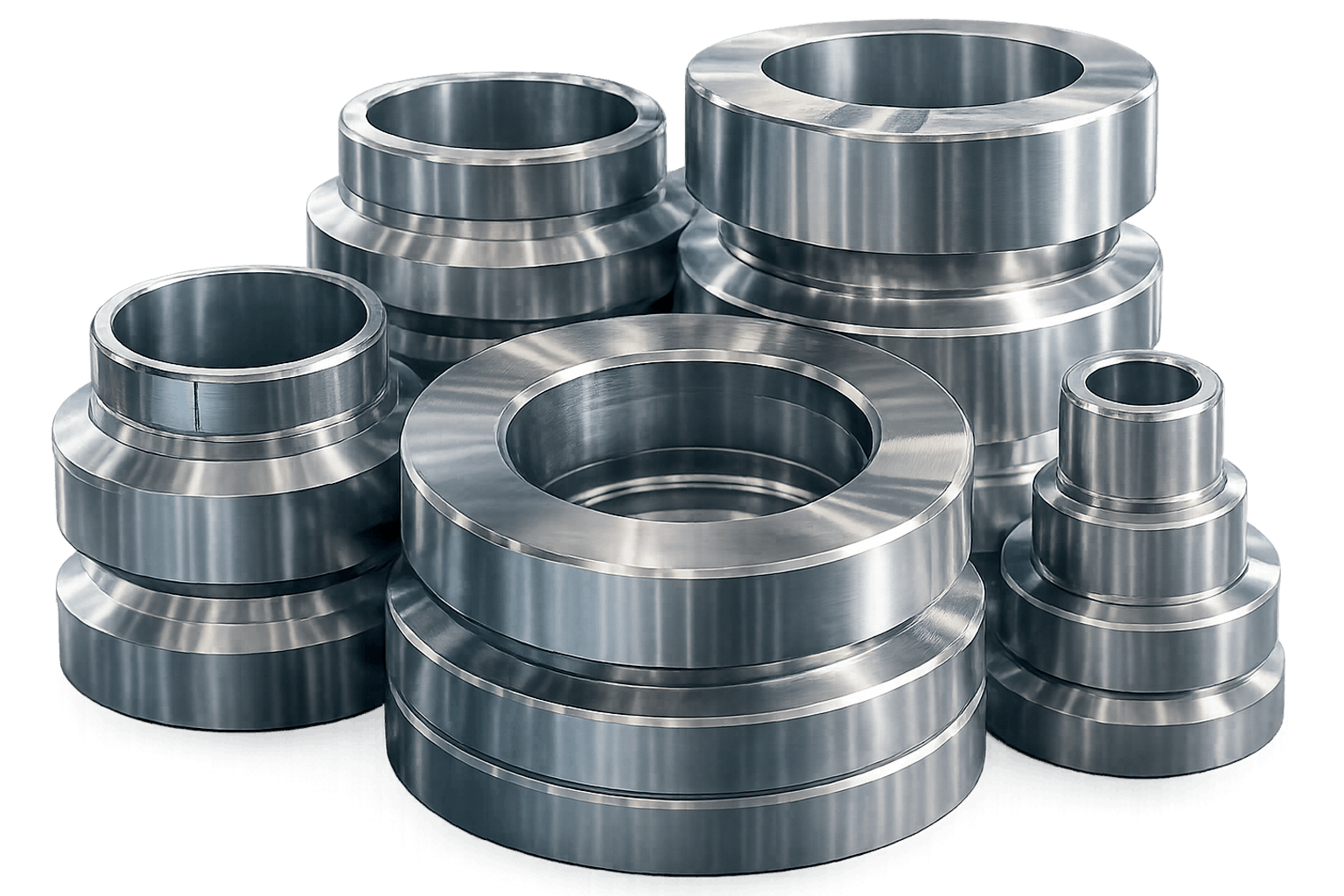
Изготовление деталей из металла по чертежам заказчика
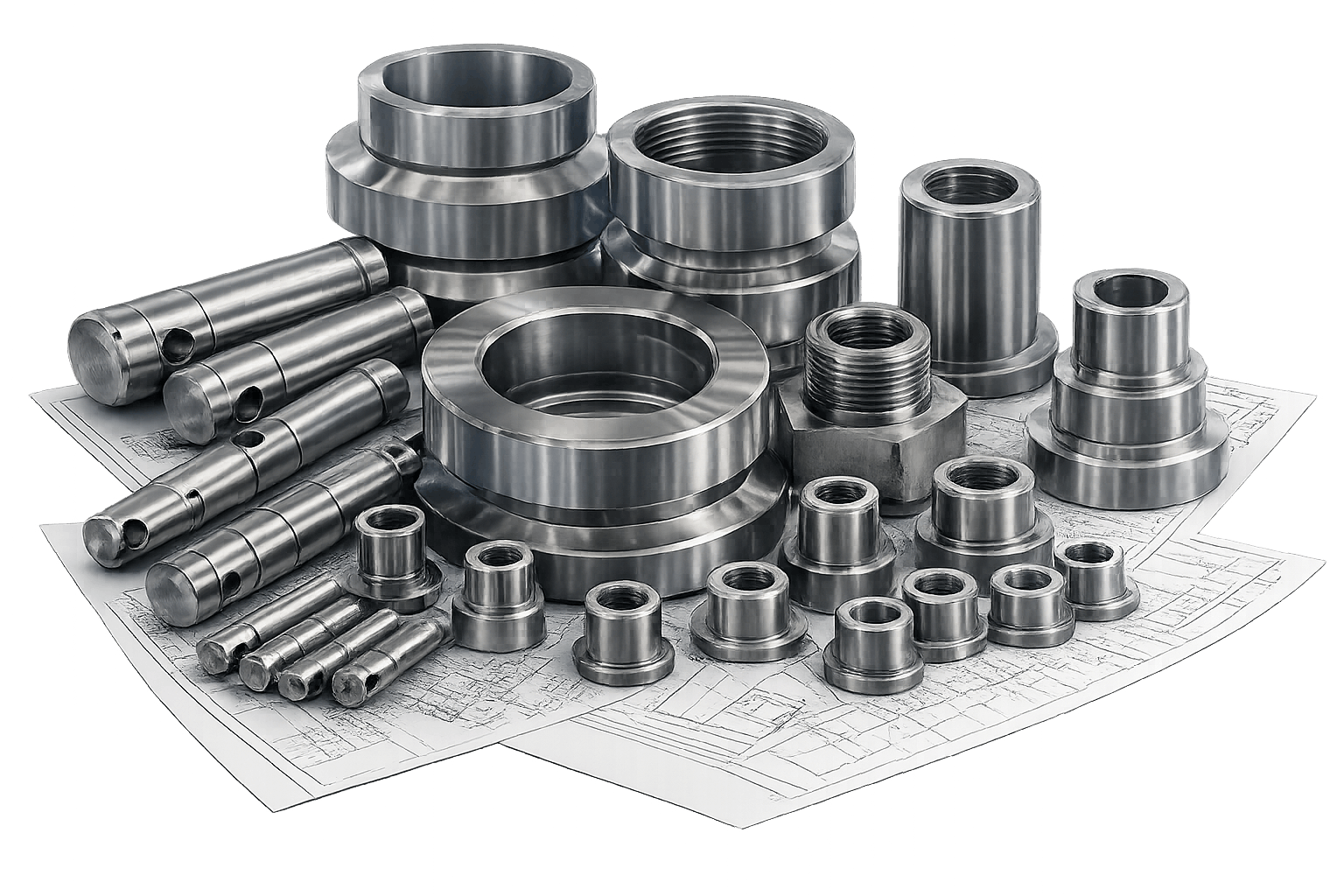
Изготовление деталей из металла по чертежам заказчика
все примеры работ
все примеры работ
Услуги, которые могут вас заинтересовать
Обработка конических поверхностей на токарных станках
Обработка конических поверхностей на токарных станках

все услуги
все услуги
этапы оформления заказа
оформить заявку на расчет
Часто задаваемые вопросы
Чем растачивание отличается от рассверливания?
Рассверливание расширяет отверстие сверлом (менее точно, дает овальность). Растачивание – резцом на токарном станке, что обеспечивает соосность и точный диаметр до 0,03 мм.
Как вы центрируете деталь перед расточкой, если заводское отверстие уже смещено?
Выставляем деталь по индикатору, компенсируя смещение зажимом в четырехкулачковом патроне. При сильном биении проходим сначала черновым резцом.
Какой минимальный диаметр отверстия вы можете расточить?
От 8 мм – для стандартных расточных резцов. Меньше (2–6 мм) обрабатываем специальными цельными микроборами или передаем на электроэрозию.
Что делать, если отверстие длинное и тонкое – резец начинает вибрировать?
Ставим оправку большего диаметра или используем расточную головку с демпфером. Для очень длинных отверстий применяем плавающую расточку с двух сторон заготовки.
Можете ли вы расточить отверстие с прерывистой стенкой (например, с пазом или шпоночным каналом)?
Да, но с осторожностью. Вход резца в паз создает ударную нагрузку – снижаем подачу на 30–40% и используем резец с отрицательным передним углом.
Как вы проверяете расточенное отверстие, если оно глубокое и штангенциркуль не достает?
Используем нутромер индикаторный или телескопическое кольцо. Для ответственных отверстий применяем калибр-пробку и протоколируем диаметры по глубине.


оставить заявку


получить быстрый расчет

Спасибо!
Мы свяжемся с вами в ближайшее время